Maximize reservoir insight and minimize operational risk with engineered reservoir testing solutions
talk to an expertOperators require comprehensive well testing services to gain full reservoir understanding. Halliburton reservoir testing provides operators with a holistic view of their assets. Our reliable and efficient dynamic reservoir evaluation solutions enable better decision-making for virtually any well, in any environment.
Gain more knowledge of productivity potential and maximize asset value with Halliburton well testing services. We combine innovative tools and technology to go beyond data acquisition and provide actionable insights.
Reservoirs located in complex formations require sophisticated well testing technologies to overcome issues like fractures. Halliburton offers advanced reservoir testing solutions to characterize even the most complex reservoirs.
Our portfolio includes tools that can gather high-resolution downhole data, PVT fluid sampling, and precise flow rate measurements. These data points provide operators with dynamic reservoir insights to better evaluate their assets. Operators can build accurate reservoir models, reduce uncertainty in volumetric estimates, and optimize field development strategies.
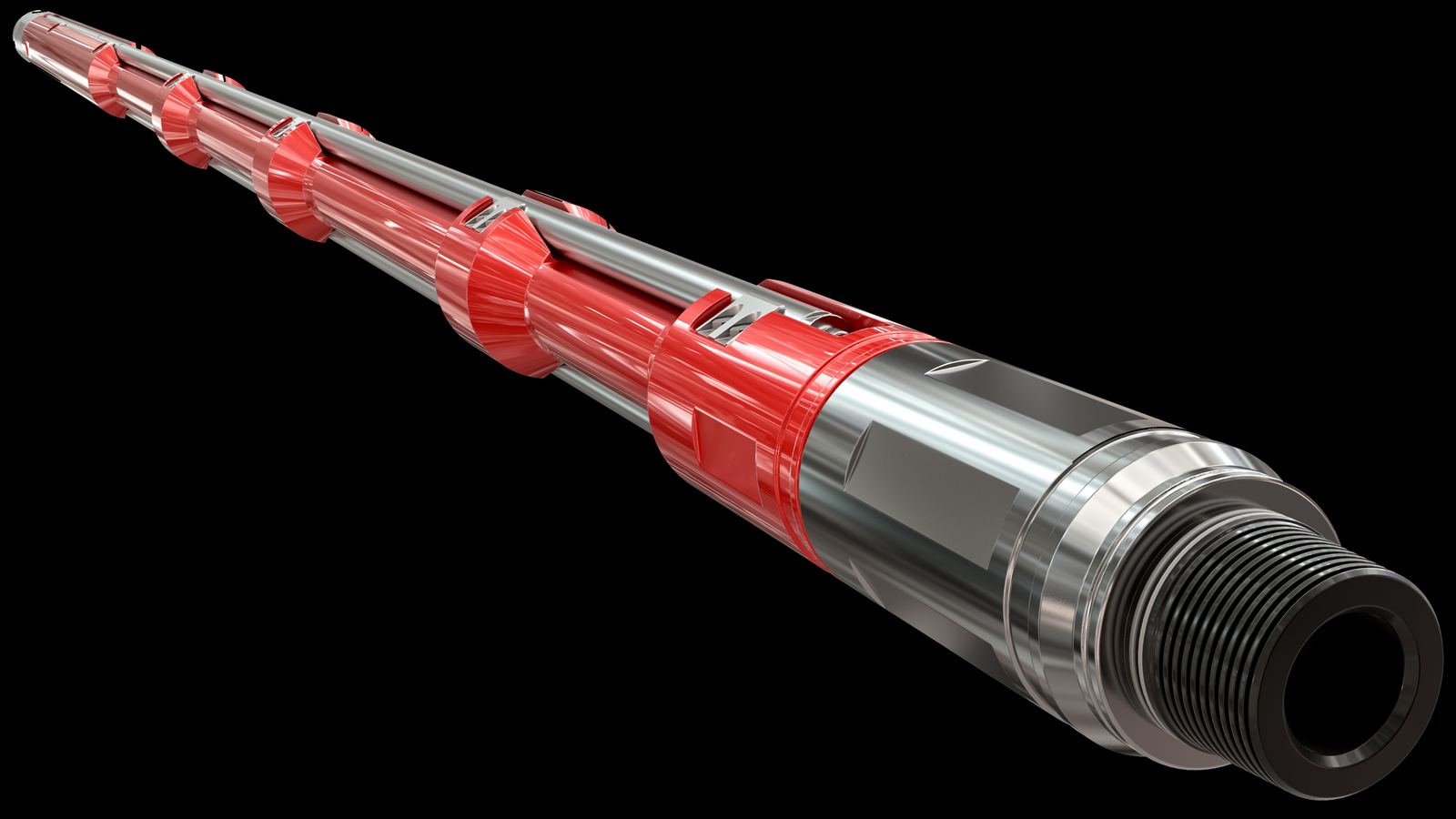
The industry's first fully acoustic actuated drill stem test (DST) system
Explore RezConnect
Critical part of any landing string flowing hydrocarbons to a semi-submersible or dynamically positioned drilling vessel
Explore VetoDecrease personnel exposure to hazardous conditions and enhance data quality and operational efficiency. Halliburton well testing operations reduce risk through advanced automation, emissions management, and real-time monitoring technologies. The FloConnect® surface automation platform minimizes human exposure. It uses automated workflows and removes personnel from high-risk zones such as high-pressure or sour gas (H₂S) environments.
For real-time burner head measurements, Halliburton offers award-winning Environmentally Distinctive Burner (EDB) and emissions monitoring systems. These provide fully automated monitoring, which significantly reduces environmental impact and improves safety
Maximize offshore efficiency and safety with minimal environmental impact. Halliburton enables more efficient subsea completions and interventions through advanced subsea safety systems.
Our newest technologies, from Optime, a Halliburton service, include the ROCS umbilical-less subsea control system and the SCILS subsea control and intervention light system. These systems reduce complexity, lower operational footprints, and minimize HSE risks.
case study - middle east
Discover how an operator acquired a complete and accurate set of well testing data without disruption, which could be generated during manual choke manifold manipulations.
read case study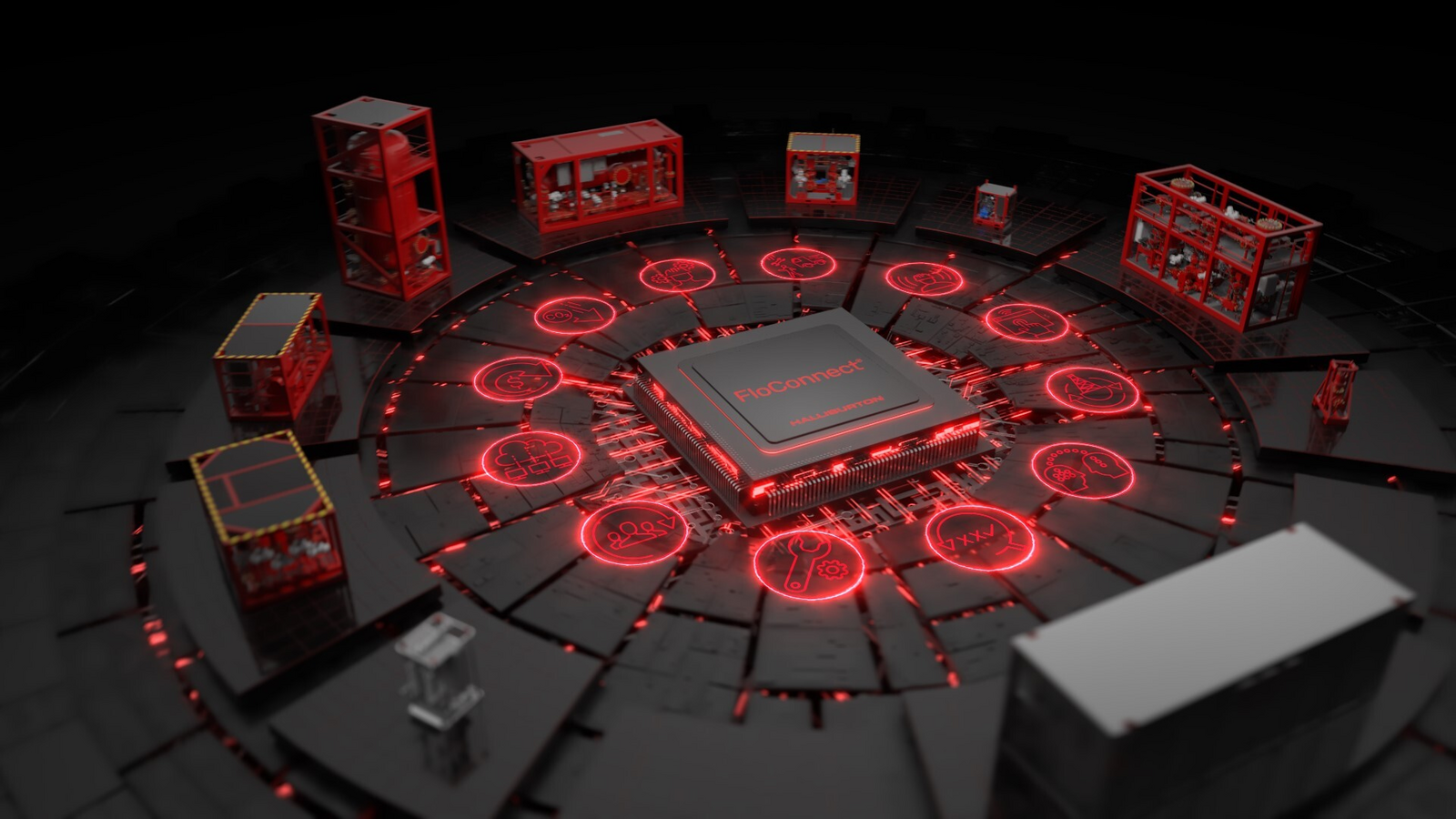
Operators can access both downhole and surface data in real time. This access helps them make faster, more informed decisions about reservoir evaluation and well performance optimization.
The RezConnect® well testing system, combined with the DynaLink acoustic telemetry system, fosters real-time bi-directional communication between downhole tools and the surface. This provides a live view of the reservoir’s response. The FloConnect surface automation platform contributes real-time control, measurement, and analysis of critical surface well testing data, which further enables operators to address complex well testing challenges.
Halliburton offers a fully integrated reservoir testing portfolio. We designed our comprehensive suite of downhole and surface technologies to provide critical reservoir intelligence. These include the RezConnect® well testing system, the industry's first fully acoustic-actuated DST system, and the FloConnect® surface automation platform.
RezConnect well testing system enables wireless control and real-time data acquisition for efficient reservoir evaluation. FloConnect surface automation platform provides automated workflows, remote monitoring, and real-time emissions data.
These technologies, along with a broad range of traditional DST tools, surface well testing equipment, and advanced fluid sampling and analysis capabilities, allow customers to characterize reservoirs dynamically. This is possible regardless of the well’s condition or complexity level.

Real-time well testing solutions for measuring and analyzing well-test data.
Explore
Halliburton surface well testing (SWT) tools and solutions compile full and reliable data, enabling better reservoir evaluations and appraisals.
Explore
Deepwater safety solutions for exploration, appraisal, completion, and intervention.
Explore