In vertical well, operator improves drilling efficiency and maintains well verticality in abrasive Amin formation
Download PDFUnconventionals
Optimize drilling operations in an abrasive formation

Amin Formation, Oman
An operator in Oman had been using two different bottomhole assemblies (BHAs) to drill a 12-1/4-inch vertical section for unconventional wells. The first BHA contained a conventional vertical drilling system (VDS) to drill to the top of the abrasive and conglomerate Amin formation. As the VDS did not have enough torque to drill through the remainder of the Amin formation, which was very hard, the operator was forced to trip out of the hole to change to a high-torque, low-speed-motor BHA to drill through the last section until total depth (TD). With a conventional drilling solution, the operator typically drilled these sections in an average of 31 days and five bit runs. To improve drilling efficiency and reduce costs, the operator sought a new BHA design and service for this vertical section.
Hard and abrasive formations can cause issues for operators, such as high vibration and low rate of penetration (ROP). An optimal solution would include a BHA with sufficient rotations per minute (RPM) and horsepower to maintain adequate ROP, eliminating extra days and bit trips. With similar problematic drilling issues in the Amin formation, the operator in Oman needed to drill at a low speed with high torque to withstand the vibrations, while improving drilling efficiency to save costs of rig time.;
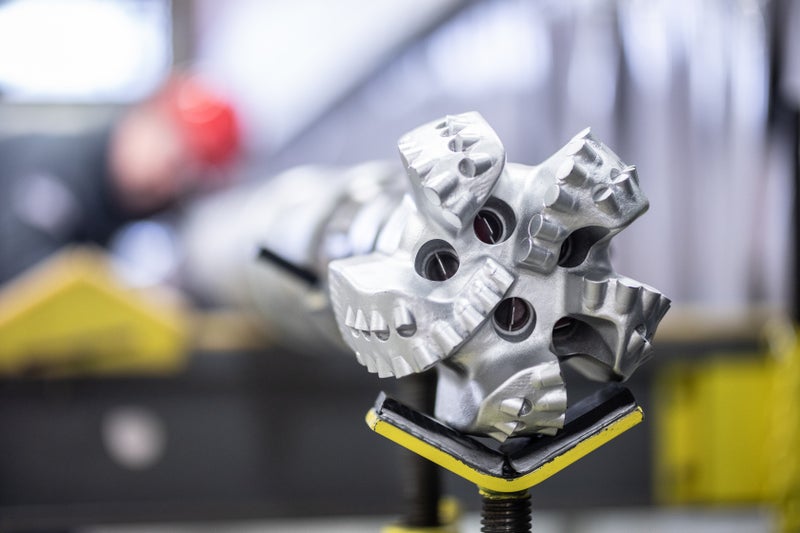
The Sperry Drilling team chose a 9-5/8-inch GeoForce® enhanced performance motor, while also utilizing MaxBHA™ design software to determine optimal stabilizer placement and a polycrystalline diamond compact (PDC) bit to increase drilling reliability and performance in this vertical section of the well. The Sperry Drilling team also recommended using measurement-while-drilling (MWD) services that provided directional surveys to determine the wellpath and to maintain the hole verticality while drilling.
Compared with conventional mud motor or VDS assemblies, the GeoForce motor provides more consistent torque applied to the bit – thus increasing ROP, motor life, and bit life. The Sperry Drilling experts utilized MaxBHA software to perform BHA modeling to determine the optimal stabilizer placements for reducing vibration, which improved the steerability while reducing wear and tear of internal motor components. The combination of customized adjustable-bend housings and even-layer stator motors that incorporate a special invert-compatible hard elastomer provides consistent power to the bit while withstanding high differential pressures, improving longer bit runs, and reducing the number of bit trips, especially in abrasive environments.
Day Drilling-Time Reduction
Days of No-Issue Drilling
Feet Drilled in One Run
The GeoForce motor enabled the operator to drill 9,062 feet (2,762 meters) in one run – drilling with no issues for 14 days and setting a new field record. The operator was able to increase RPM and weight on bit (WOB), eliminating three runs and reducing drilling time by 7.5 days. In addition, the operator drilled the well within vertical section tolerance with only 11.5 feet (3.5 meters) displacement at the section TD.
GeoForce motors demonstrated superior performances in wells XXX-32 and XXX-33 compared to other offset wells drilled with two BHAs that consisted of a VDS and then a motor.

Halliburton drilling motors ensure faster drilling, reduced well time, and more accurate well placement in any basin application.
Halliburton delivers drilling performance to increase asset recovery, improve wellbore quality, and reduce overall well construction costs.

