Operator boosts oil well production with new gas separation technology
Download PDFUnconventionals
Extend run life of pumps in high gas-to-oil ratio situations

The Bakken - United States
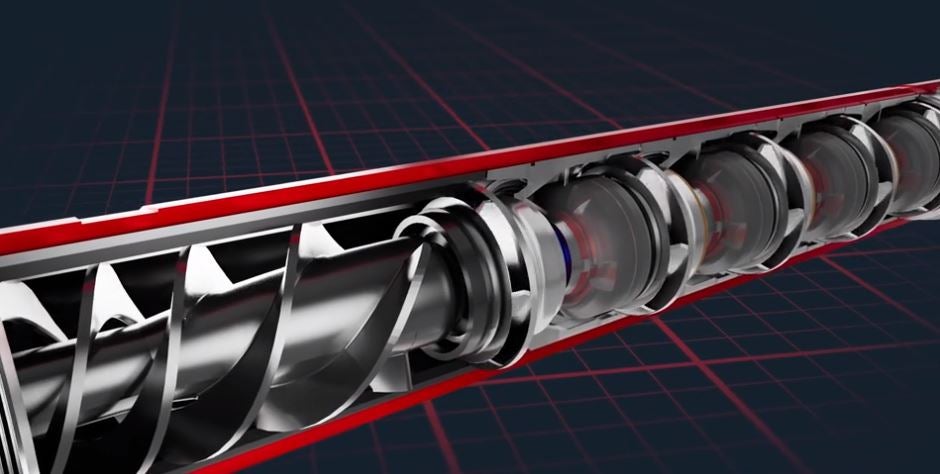
An operator in the Bakken shale region was experiencing high gas rates with a high gas-to-oil ratio (GOR), and high-temperature well conditions, which led an equipment run life that was less optimal. Oilwell uptime decreased due to gas interference in the pumps, which caused gas-locking issues, necessitating more interventions that required repair/replacement equipment. To solve this issue, the Halliburton Summit ESP® team recommended its innovative Hydro-Helical™ gas separator, which delivers superior overall performance, with two times greater fluid volume and about 40% greater gas-handling capabilities than the industry standard.
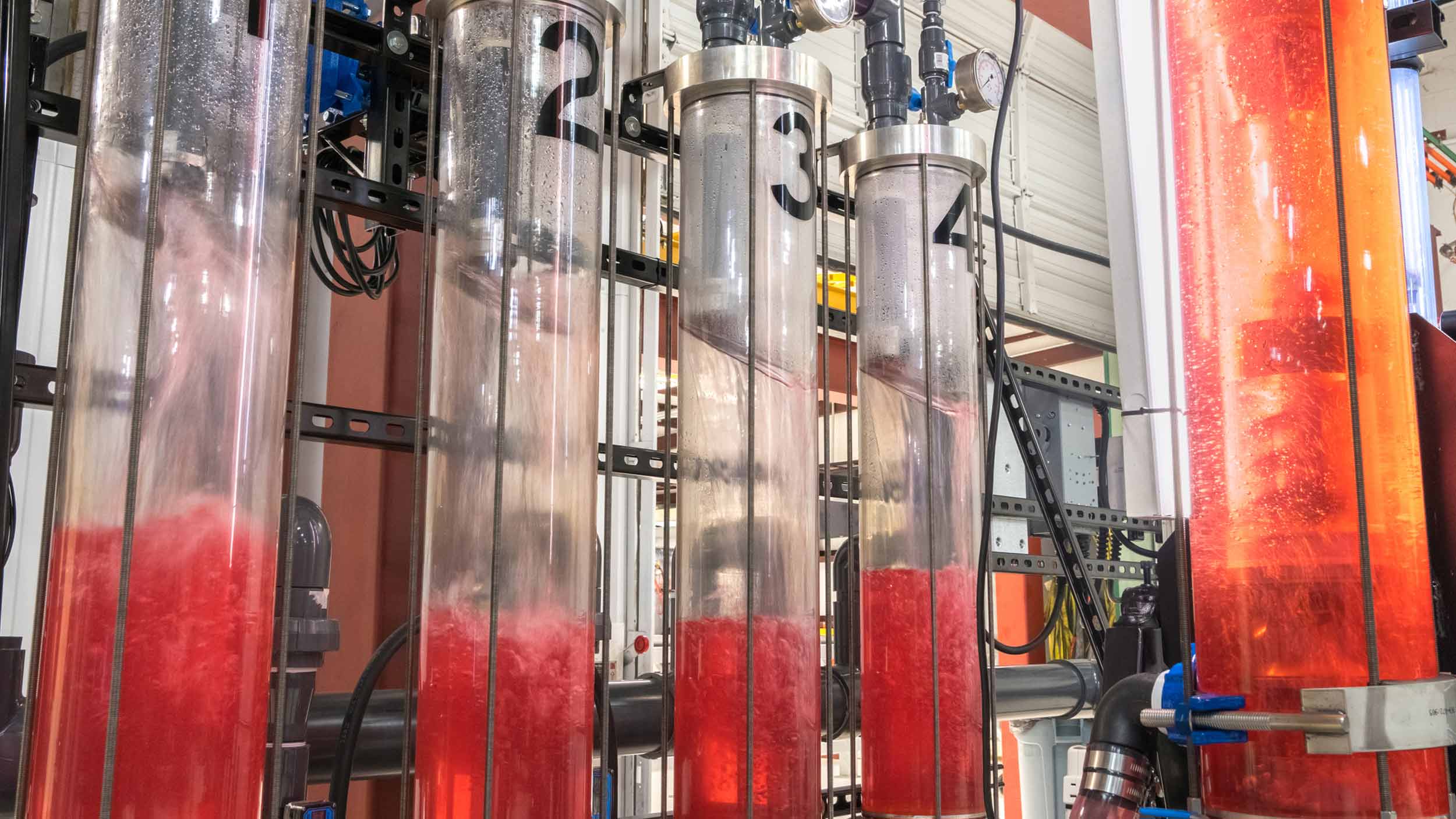
The operator’s main concern was the short run-life of the well’s electric submersible pump (ESP), incurring high costs and impacting the well’s production. To mitigate these issues, dedicated Summit ESP technicians and optimization engineers collaborated to troubleshoot the ESP, both on location and remotely, which improved its run time, but did not solve the issue at hand. Previously, the customer used high-flow upper and lower tandem vortex gas separators to deal with gas in its oil wells. Until now, these were the best options on the market.
With the new Hydro-Helical gas separator, the operator saw an opportunity to improve ESP run time, due to cooler motor operational temperatures, and to maximize asset value by increasing well production and reservoir drawdown. The innovative design provides extreme separation efficiency at high flow rates and contains an anti-gas-locking mechanism-setting a new industry standard for flow rate, performance, and reliability. A field trial of the new technology was agreed to by both parties.
The Hydro-Helical gas separator was installed following a downsizing pull. Increased gas interference was expected because of the smaller pump-stage geometry; however, that was not the case due to the new gas separator. The well saw a 20% increase in oil production, with an overall increase in flow rate. Similarly, fluctuations across the motor current were reduced by half in the same mode of operation as before. Although average motor frequency was similar in both runs, if not slightly lower in the original run, the unit was able to draw down further and at a faster rate. Additionally, there was a significant decrease in the motor-to-fluid temperature difference, which was measured to quantify the cooling efficiency of the system. In the original run, with the vortex gas separator, the temperature difference between the motor and the fluid temperature was 59°F (32.7°C). In the second run, the temperature difference was 17°F (9.5°C). These parameters further exemplify the gas separation efficiency of the new gas separator that significantly improved the operation of the ESP system.
Since the startup of this field trial, the operator has maintained 100% uptime (62 days total to date). The asset’s production and equipment efficiency both increased significantly, thanks to the implementation of the Hydro-Helical gas separator, the first new downhole dynamic gas separator design in decades. This improvement in efficiency means longer run life of equipment, thus significantly reducing the lifting cost. Similarly, longer uptime means that the well can be left to produce for months at a time, without technical supervision, and that the manpower can be allocated to other areas of concern.
The trial clearly demonstrated the superior capabilities of this new technology tool, and was instrumental in strengthening customer confidence while prompting installations of this tool on similarly challenging applications.